



Độ bền màng dầu là một trong những đặc tính quan trọng nhất của chất bôi trơn để bảo vệ các bộ phận bên trong máy móc không bị mài mòn và xuống cấp nhanh. Độ bền của màng dầu bị ảnh hưởng rất nhiều bởi thành phần của dầu gốc và phụ gia. Bài viết này sẽ thảo luận về tầm quan trọng của độ bền màng dầu bôi trơn và những yếu tố tác động đến hiệu quả của nó.
Độ dày màng dầu
Khi nghĩ đến bôi trơn máy móc, bạn sẽ nghĩ đến điều gì? Liệu có phải là dầu gốc tạo ra độ dày màng dầu để tách hai bề mặt kim loại. Suy cho cùng, mục đích chính là tránh tiếp xúc bề mặt kim loại trên kim loại. Để dầu gốc có thể tách trong tình huống này, phải có sự cân bằng của ba yếu tố: tốc độ tương đối, độ nhớt của dầu gốc và tải.
Ba yếu tố này cũng chịu ảnh hưởng của các yếu tố khác như nhiệt độ và sự ô nhiễm. Khi độ dày màng dầu là kết quả của sự cân bằng giữa các yếu tố này, thì chúng được gọi là chế độ bôi trơn thủy động.
Trong các ứng dụng có tiếp xúc lăn (chuyển động trượt tương đối không đáng kể), độ dày màng dầu giữa các bề mặt kim loại vẫn có thể xảy ra, ngay cả với các điểm áp suất cục bộ lớn hơn. Trên thực tế, các điểm áp suất này đóng một vai trò quan trọng.
Mối quan hệ áp suất-độ nhớt của dầu gốc cho phép độ nhớt của dầu tăng tạm thời do áp suất cao hơn. Đây được gọi là chế độ bôi trơn thủy động-đàn hồi. Một lớp màng dầu tách hoàn toàn vẫn tồn tại, mặc dù rất mỏng.
Trên thực tế, tốt nhất là giữ các bề mặt máy móc tách biệt hoàn toàn, với độ dày màng dầu cung cấp cơ hội tốt nhất để giảm ma sát và mài mòn. Nhưng điều gì sẽ xảy ra nếu các điều kiện về độ dày màng dầu này không được đáp ứng, chẳng hạn như khi tốc độ tương đối không đủ, độ nhớt không đủ hoặc quá tải?
Hầu hết các thiết kế máy móc và thông số vận hành sẽ yêu cầu các trường hợp khi vận tốc không đủ, chẳng hạn như khởi động và dừng hoặc thay đổi chuyển động theo hướng khác. Cũng có thể có những lo ngại khi nhiệt độ tăng quá nhiều, khiến độ nhớt giảm hoặc ô nhiễm quá mức góp phần vào quá trình tiếp xúc mài mòn trong khe hở màng dầu.
Khi các điều kiện tiên quyết về chế độ bôi trơn thủy động hoặc thủy động đàn hồi không được đáp ứng, dầu gốc sẽ cần được hỗ trợ trong cái gọi là điều kiện tiếp xúc đường biên. Sự hỗ trợ này liên quan đến các chất phụ gia kiểm soát ma sát và quá trình mài mòn.
Dầu gốc và các chất phụ gia được pha trộn cẩn thận với nhau để tạo ra sản phẩm bôi trơn cụ thể (dầu hoặc mỡ), được pha chế để giảm thiểu các tình trạng bôi trơn đường biên. Sau đó, chất bôi trơn có độ bền màng dầu và các đặc tính bôi trơn đường biên.
Độ bền màng dầu
Độ bền màng dầu có thể được mô tả là khả năng của chất bôi trơn trong việc làm giảm tác động ma sát và kiểm soát mài mòn bằng các phương tiện khác ngoài độ dày màng dầu. Như đã đề cập, độ nhớt là yếu tố chính góp phần tạo nên độ dày màng dầu trong quá trình bôi trơn thủy động và thủy động đàn hồi.
Khi độ nhớt của dầu gốc không đủ để khắc phục sự tiếp xúc bề mặt kim loại với kim loại, dầu gốc và phụ gia sẽ hoạt động cùng nhau để tạo ra cơ chế bảo vệ bề mặt. Trong các điều kiện bôi trơn đường biên này, quá trình bôi trơn đường biên cũng bị ảnh hưởng bởi các đặc tính hóa học và vật lý của bề mặt cơ học và bất kỳ yếu tố môi trường nào góp phần.
Ngay cả khi tải trọng và nhiệt độ cao hơn và tốc độ bề mặt tương đối thấp hơn, độ bền màng dầu vẫn được cải thiện
Chế độ bôi trơn đường biên
Sự tương tác bề mặt không được bôi trơn
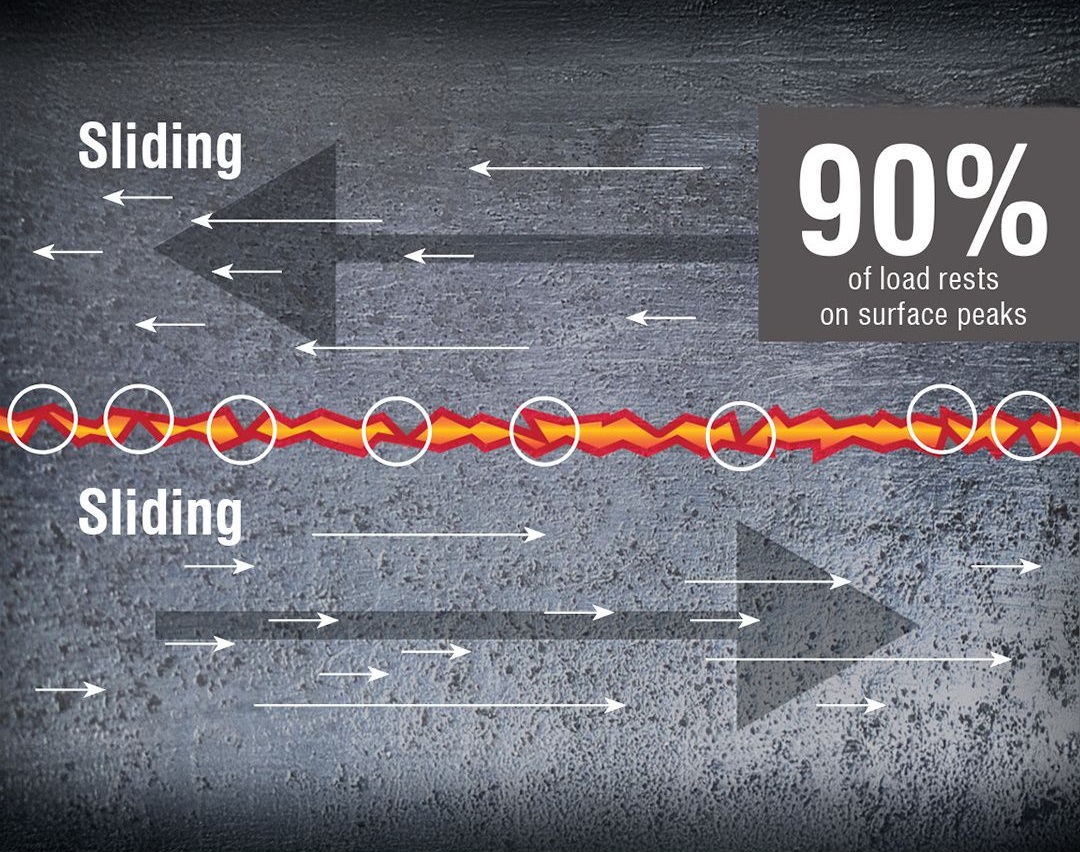
Nếu bạn quan sát các bề mặt cơ học tiếp xúc ở cấp độ phân tử, bạn sẽ thấy rằng chúng có thể tương đối thô, ngay cả khi chúng được gia công rất mịn và chúng ta nhìn thấy bằng mắt thường. Điều này có thể được so sánh với cách Trái đất trông giống như một quả cầu tròn hoàn hảo theo góc nhìn của một phi hành gia trong không gian nhưng lại tràn ngập những ngọn núi và thung lũng ở mọi độ cao và độ sâu khi được một người đứng trên bề mặt Trái đất quan sát.
Điều này có liên quan vì khi hai bề mặt kim loại không được bôi trơn và tiếp xúc với nhau, diện tích tiếp xúc thực tế sẽ nhỏ hơn đáng kể so với diện tích tiếp xúc biểu hiện ra. Các bề mặt sẽ chỉ tiếp xúc với nhau khi những "ngọn núi cực nhỏ" được gọi là độ nhám này cao nhất và vươn tới bề mặt kia, ngăn không cho các độ nhám thấp hơn điểm tiếp xúc.
Sau đó, các bề mặt độ nhám này có thể biến dạng đàn hồi dựa trên cường độ cắt tương ứng của các kim loại khi di chuyển. Do đó, diện tích tiếp xúc thực tế sẽ tăng theo tỷ lệ thuận với sự gia tăng tải trọng vì các điểm tiếp xúc ban đầu sẽ biến dạng đàn hồi trước và nhiều điểm tiếp xúc hơn sẽ kết nối.
Ma sát
Ma sát, lực cản chuyển động trượt của các bề mặt tương tác, chịu ảnh hưởng của một số thông số. Hầu hết mọi người coi độ nhám của bề mặt là thông số chính góp phần gây ra ma sát.
Tuy nhiên, khi xem xét diện tích tiếp xúc thực tế có thể nhỏ hơn 1 phần trăm diện tích tiếp xúc biểu hiện ra, độ nhám thực tế trở nên ít liên quan hơn nhiều. Quá trình quan trọng này góp phần gây ra ma sát và là kết quả của các liên kết dính xảy ra ở cấp độ nguyên tử của tiếp xúc nhám.
Tạo ra sự mài mòn
Trong điều kiện độ dày màng bôi trơn không đủ giữa các bề mặt kim loại, các điểm tiếp xúc nhám có thể dẫn đến hàn nguội, đây là điều kiện tiên quyết để dẫn đến mài mòn dính xảy ra. Sự bám dính tại các điểm nhám này trải qua quá trình cứng lên, giúp vật liệu được gia cố.
Do đó, điểm cắt xảy ra ở các lớp bên dưới điểm tiếp xúc nhám, nơi kim loại chưa được gia cố. Khi kim loại cắt, đầu nhám sau đó được chuyển sang bề mặt khác hoặc bị gãy thành hạt mài mòn.
Độ bám dính thường được coi là dạng ban đầu của sự mài mòn cơ học, nhưng khi các hạt mài mòn tự xuất hiện (do mài mòn hoặc từ nguồn bên ngoài), quá trình mài mòn có thể trở nên nặng hơn. Dạng mài mòn này được gọi là mài mòn ba thận, trong khi mài mòn hai thân là do cắt hoặc khoét các điểm tiếp xúc bề mặt sắc nhọn.
Trong quá trình tiếp xúc lăn, hiện tượng mỏi bề mặt có thể xảy ra. Cơ chế mỏi bắt nguồn từ các vết nứt lan truyền ở bề mặt hoặc từ các lớp bên dưới bề mặt có chứa tạp chất hoặc các tạp chất khác. Ứng suất cao từ điều kiện lăn ở các bề mặt này sẽ dẫn đến mòn mỏi.
Giảm thiểu tương tác bề mặt
Các chất phụ gia kiểm soát ma sát và mài mòn được pha chế với số lượng nhỏ trong dầu gốc và có đặc tính phân cực thúc đẩy lực hút bề mặt kim loại. Sau đó, lực hút này được phản ứng hóa học với bề mặt do các điều kiện tương tác, có liên quan nghịch đảo với các điều kiện dẫn đến độ dày màng dầu đủ: áp suất cao hơn và nhiệt độ cao hơn.
Khi bề mặt máy móc tương tác với áp suất và nhiệt độ cao hơn, các chất phụ gia làm giảm các tác động điển hình của tiếp xúc kim loại với kim loại (mài mòn) bằng cách tạo ra các lớp phân tử ban đầu trên bề mặt máy móc. Các lớp kiểm soát ma sát này làm giảm trực tiếp ứng suất cắt trong quá trình tiếp xúc và trở thành vật hy sinh.
Các lớp ban đầu có thể làm giảm ma sát bằng cách cho phép các liên kết phân tử yếu hơn của chất bôi trơn giải phóng với lực ít hơn so với các liên kết mạnh phát sinh từ các điều kiện bôi trơn đường biên gồ ghề giữa kim loại với kim loại. Sự hình thành các màng dầu có ứng suất cắt thấp cũng bị ảnh hưởng bởi loại vật liệu gốc và quá trình luyện kim của các bề mặt cơ học.
Có ba loại phụ gia bôi trơn giúp giảm ma sát này và kiểm soát sự hình thành mài mòn: phụ gia hiệu chỉnh ma sát, phụ gia chống mài mòn và phụ gia chịu cực áp.
Phụ gia chống mài mòn
Các hợp chất phân cực này thường có gốc lưu huỳnh hoặc phốt pho, chẳng hạn như phụ gia loại kẽm dialkyldithiophosphate (ZDDP). Chúng được thiết kế để phản ứng hóa học với bề mặt kim loại ở điều kiện bôi trơn đường biên.
Tuy nhiên, phụ gia chống mài mòn có hiệu quả hơn ở nhiệt độ cao, khi đó chúng được hoạt hóa nhiều hơn và tạo thành màng chắn. Phụ gia loại ZDDP đã được sử dụng rộng rãi để bảo vệ chống mài mòn và cũng có lợi như chất chống oxy hóa trong dầu.
Phụ gia chịu cực áp (Phụ gia chống trầy xước)
Các chất hiệu chỉnh ma sát và thậm chí cả phụ gia chống mài mòn trở nên kém hữu ích hơn và bị phân hủy khi nhiệt độ bề mặt quá cao. Phụ gia chịu cực áp, cũng có gốc lưu huỳnh và phốt pho, là lựa chọn tốt nhất khi nhiệt độ bề mặt dự kiến tăng cao.
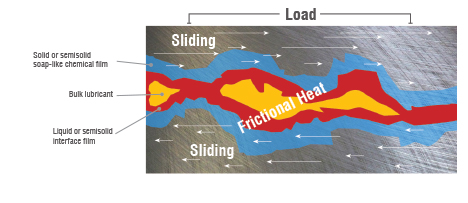
Các chất phụ gia này có độ bền cắt thấp tạo thành một lớp màng giống như xà phòng phản ứng với bề mặt kim loại và có thể chịu được nhiệt độ cao. Mặc dù phản ứng này có lợi cho việc tạo màng, nhưng điều quan trọng là phải thận trọng khi phản ứng có khả năng dẫn đến ăn mòn hóa học, các kim loại phản ứng mạnh hơn.
Vật lý và Hóa học
Các tương tác phân tử vật lý của độ nhám tại các điểm áp suất tiếp xúc thực tế là mối quan tâm chính khi bề mặt máy móc không được bôi trơn hoặc bôi trơn kém. Ở quy mô phân tử này của bề mặt máy móc, các điều kiện bôi trơn đường biên phải tuân theo nhiều nguyên tắc vật lý và hóa học.
Vai trò của quá trình oxy hóa, ăn mòn, hấp thụ hóa học và các phản ứng hóa học khác tại bề mặt máy móc phải được cân bằng cẩn thận khi lựa chọn các hợp chất phụ gia để bảo vệ độ bền màng dầu.
Các màng phụ gia kiểm soát ma sát và mài mòn trên bề mặt kim loại này làm giảm độ bền cắt tại các điểm tiếp xúc. Các màng có độ bền cắt thấp sẽ bị hy sinh trong quá trình tương tác vật lý và bảo vệ bề mặt khỏi tác động của chất kết dính, mài mòn và mài mòn mỏi.
Các màng siêu nhỏ này có sự chuyển đổi từ đặc tính lỏng sang rắn khi chúng tiến gần hơn đến bề mặt kim loại. Mặc dù dầu gốc được ưu tiên để bảo vệ bề mặt máy bằng chế độ bôi trơn thủy động và thủy động đàn hồi, nhưng vẫn sẽ tồn tại các điều kiện bôi trơn đường biên.
Do đó, để bảo vệ chống lại các điều kiện biên giới, nên sử dụng chất bôi trơn được pha chế phù hợp với các chất phụ gia kiểm soát ma sát và mài mòn để tạo ra độ bền màng tương ứng với các tương tác cơ học trong giới hạn hợp lý.
Source: MachineryLubrication
Xem thêm các nội dung hữu ích cùng AVM Group
Khám phá các giải pháp bôi trơn tự động Perma
Tìm hiểu về ô nhiễm dầu và cách phòng ngừa hiệu quả
Nguyên nhân gây ra tiếng ồn và bọt trắng của bơm thủy lực và giải pháp